
【全新视界!】6寸镀锌管实力厂家产品视频,带你领略产品新风尚!
以下是:6寸镀锌管实力厂家的图文介绍


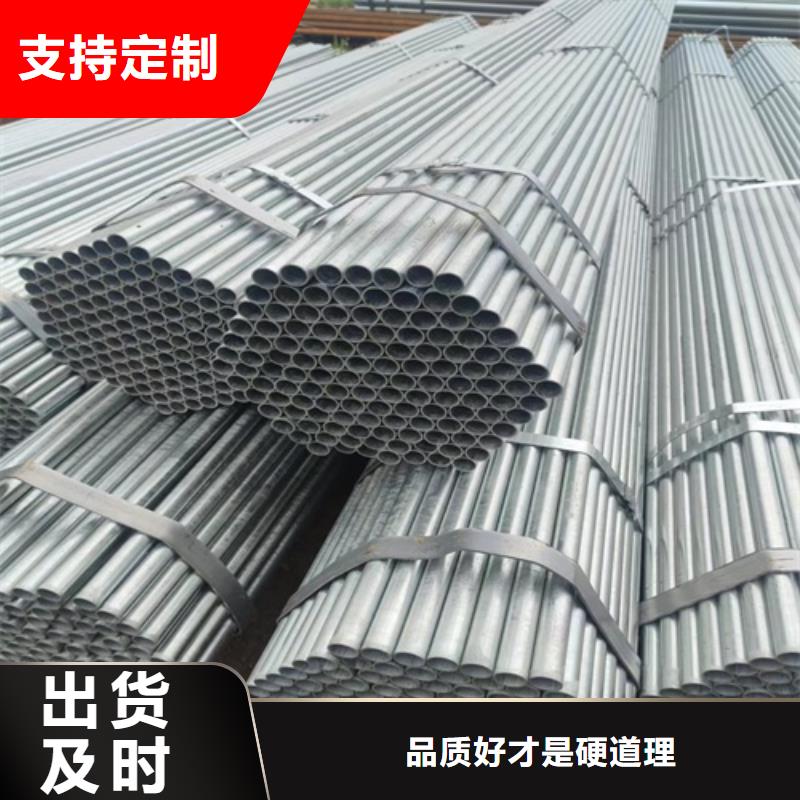
镀锌管的切割方式 镀锌无缝管品种繁多,是无缝管的特色原材料,更重要的是镀锌无缝管保持大部分使用和充分利用。镀锌无缝管的重要原材料,其抗压强度比较大。一般比较难掌握切割方法和切割条件下的方法,才能顺利切割出镀锌无缝管。以免伤人。为了能够更好地切割安全系数更高的镀锌无缝管,推荐以下操作程序。工业设备切割采用外装和内装两种方式。采用数控车床刀具生产制造的基本理念,对冒口进行折断和焊接。 单机跨度大,可生产厚度大、废料少、环境零污染。生产过程不会导致高温,不影响管道原材料,有利于焊接。水切割是基于高压泵和金钢砂共同作用生产管道。伤口干净整齐,生产跨度大,但效率高低,生产厚度受严重因素限制。根据氧气阀和C2H2阀的调节,通过改变co2和C2H2的混合占有率可以得到三种不同的火焰:阳性火焰、氧化火焰和碳化火焰。共价键切割和低温等离子切割以不同的方式协同工作。 气体可以切割CO2切割无法切割的各种金属复合材料,尤其是有色金属切割。预期效果更强;它的重要优势在于切割厚度在不太大的金属复合材料的情况下,低温等离子切割速度更快,尤其是切割碳钢金属片时,速度可以达到切割机的5~6倍。氧气切割方式,切割面光滑干净。 热变形小,热影响区少。



文山鹏鑫钢铁技术力量雄厚,拥有工程技术人员、技师等多方面专业人才,具有设计、安装、调试、维修及技术咨询的能力,是一家专业的生产销售 无缝钢管实体企业。 创业之初,我们的决策层就本着“诚信为本”、“用户至上”为原则,公司每位员工努力贯彻“以质量求生存,以信誉求发展”的经营理念为己任。


镀锌无缝管热处理工艺。镀锌无缝管的冷轧工艺要求在尽可能低的温度下粗轧使马氏体变形,以提高镀锌无缝管的形核率,在镀锌钢管区域进行精轧,然后选择较高的开卷温度 是为了获得粗晶镀锌钢管体,降低热轧卷材的强度。传统的热轧工艺规定终轧温度在变化点以上,以防止在变化区冷轧,否则,热轧带钢会因流变应力的突变而造成物理性能不均匀,产品厚度不均匀。镀锌钢管的冷轧是在轧件进入精轧挤压机之前,将马氏体转变为镀锌钢管。粗轧仍是在完全马氏体状态下进行,然后将热轧带钢温度降低到变化。 镀锌管的渗氮处理方法主要是采用渗氮炉,将镀锌钢管放入料架中,然后用驱动器将产品工件吊起放在炉底加热。另外,可以制作出炉门负重吊装设计方案的氮化炉,根据墙上吊挂专用工具,将工件垂直加热到墙上。氮化炉的炉壳一般由减速电机和电动自动升降机驱动。炉盖合上后,还要夹紧地脚螺栓,以保证氮化炉真空泵的气密性。先真空包装,再通入N2进行氮化热处理工艺。镀锌钢管的氮化处理是指某种物质在一定温度下,使工件表面成为有机化学热处理工艺产品的一种有机化学热处理方法。 显然,由于镀锌钢管区冷轧板坯的加热温度低于基础冷轧,可以大大降低加热能耗,同时提高热处理炉的生产能力。 较低的加热温度还可以减少热轧带钢的加热,从而减少热轧带钢因内应力引起的疲劳开裂和开裂,减少热轧带钢的磨损; 超低温冷轧还可以减少二次锌灰。提高热轧产品的表面质量,也提高酸洗钝化线的运行速度。 生活实践证明,用镀锌钢管热轧生产的薄热轧带钢代替传统的冷轧、淬火、热轧带钢,可以大大降低产品成本。



镀锌管符合标准及达标技术要求 1、牌号和化学成分 镀锌钢管用钢的牌号和化学成分应符合GB 3092所规定的黑管用钢的牌号和化学成分。 2、制造方法 黑管的制造方法由制造厂选择。镀锌采用热浸镀锌法。 3、螺纹及管接头 3.1 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。 3.2 钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。 4、力学性能钢管镀锌前的力学性能应符合GB 3092的规定。 5、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在硫酸铜溶液中连续浸渍5次不得变红。 6、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。


